
Week05: PLC – SCADA – Learning Software PLC Schneider

มารู้จักกับ "PLC " กันก่อน !!!
ความหมายของ PLC
โปรแกรมเมเบิลลอจิกคอลโทรลเลอร์ (Programmable logic Control : PLC) เป็นอุปกรณ์ควบคุมการทำงานของเครื่องจักรหรือกระบวนการทำงานต่างๆ โดยภายในมี Microprocessor เป็นมันสมองสั่งการที่สำคัญ PLC จะมีส่วนที่เป็นอินพุตและเอาต์พุตที่สามารถต่อออกไปใช้งานได้ทันที ตัวตรวจวัดหรือสวิทตช์ต่างๆ จะต่อเข้ากับอินพุต ส่วนเอาต์พุตจะใช้ต่อออกไปควบคุมการทำงานของอุปกรณ์หรือเครื่องจักรที่เป็นเป้าหมาย เราสามารถสร้างวงจรหรือแบบของการควบคุมได้โดยการป้อนเป็นโปรแกรมคำสั่งเข้าไปใน PLC นอกจากนี้ยังสามารถใช้งานร่วมกับอุปกรณ์อื่นเช่นเครื่องอ่านบาร์โค๊ด (Barcode Reader) เครื่องพิมพ์ (Printer) ซึ่งในปัจจุบันนอกจากเครื่อง PLC จะใช้งานแบบเดี่ยว (Stand alone) แล้วยังสามารถต่อ PLC หลายๆ ตัวเข้าด้วยกัน (Network) เพื่อควบคุมการทำงานของระบบให้มีประสิทธิภาพมากยิ่งขึ้นด้วยจะเห็นได้ว่าการใช้งาน PLC มีความยืดหยุ่นมากดังนั้นในโรงงานอุตสาหกรรมต่างๆ จึงเปลี่ยนมาใช้ PLC มากขึ้น
การใช้ PLC สำหรับควบคุมเครื่องจักรหรืออุปกรณ์ต่างๆ ในโรงงานอุตสาหกรรมจะมีข้อได้เปรียบกว่าการใช้ระบบของรีเลย์ (Relay) ซึ่งจำเป็นจะต้องเดินสายไฟฟ้า หรือที่เรียกว่า Hard- Wired ฉะนั้นเมื่อมีความจำเป็นที่ต้องเปลี่ยนกระบวนการผลิต หรือลำดับการทำงานใหม่ ก็ต้องเดินสายไฟฟ้าใหม่ ซึ่งเสียเวลาและเสียค่าใช้จ่ายสูง แต่เมื่อเปลี่ยนมาใช้ PLC แล้ว การเปลี่ยนกระบวนการผลิตหรือลำดับการทำงานใหม่นั้นทำได้โดยการเปลี่ยนโปรแกรมใหม่เท่านั้น นอกจากนี้แล้ว PLC ยังใช้ระบบโซลิด – สเตท ซึ่งน่าเชื่อถือกว่าระบบเดิม การกินกระแสไฟฟ้าน้อยกว่า และสะดวกกว่าเมื่อต้องการขยายขั้นตอนการทำงานของเครื่องจักร
โครงสร้างของ PLC
PLC เป็นอุปกรณ์คอมพิวเตอร์สำหรับใช้ในงานอุตสาหกรรม PLC ประกอบด้วย หน่วยประมวลผลกลาง หน่วยความจำ หน่วยรับข้อมูล หน่วยส่งข้อมูล และหน่วยป้อนโปรแกรม PLC ขนาดเล็กส่วนประกอบทั้งหมดของ PLC จะรวมกันเป็นเครื่องเดียว แต่ถ้าเป็นขนาดใหญ่สามารถแยกออกเป็นส่วนประกอบย่อยๆ ได้ หน่วยความจำของ PLC ประกอบด้วย หน่วยความจำชนิด RAM และ ROM หน่วยความจำชนิด RAM ทำหน้าที่เก็บโปรแกรมของผู้ใช้และข้อมูลสำหรับใช้ในการปฏิบัติงานของ PLC ส่วน ROM ทำหน้าที่เก็บโปรแกรมสำหรับใช้ในการปฏิบัติงานของ PLC ตามโปรแกรมของผู้ใช้ ROM ย่อมาจาก Read Only Memory สามารถโปรแกรมได้แต่ลบไม่ได้ ถ้าชำรุดแล้วซ่อมไม่ได้
1. RAM (Random Access Memory) หน่วยความจำประเภทนี้จะมีแบตเตอรี่เล็กๆ ต่อไว้ เพื่อใช้เลี้ยงข้อมูลเมื่อเกิดไฟดับ การอ่านและเขียนโปรแกรมลงใน RAM ทำได้ง่ายมาก จึงเหมาะกับการใช้งานในระยะทดลองเครื่องที่มีการเปลี่ยนแปลงแก้ไขโปรแกรมบ่อยๆ
2. EPROM (Erasable Programmable Read Only Memory) หน่วยความจำชนิด EPROM นี้จะต้องใช้เครื่องมือพิเศษในการเขียนโปรแกรม การลบโปรแกรมทำได้โดยใช้แสงอัลตราไวโอเลตหรือตากแดดร้อนๆ นานๆ มีข้อดีตรงที่โปรแกรมจะไม่สูญหายแม้ไฟดับ จึงเหมาะกับการใช้งานที่ไม่ต้องเปลี่ยนโปรแกรม
3. EEPROM (Electrical Erasable Programmable Read Only Memory) หน่วยความจำชนิดนี้ไม่ต้องใช้เครื่องมือพิเศษในการเขียนและลบโปรแกรม โดยใช้วิธีการทางไฟฟ้าเหมือนกับ RAM นอกจากนั้นก็ไม่จำเป็นต้องมีแบตเตอรี่สำรองไฟเมื่อไฟดับ ราคาจะแพงกว่า แต่จะรวมคุณสมบัติที่ดีของทั้ง RAM และ EPROM เอาไว้ด้วยกัน

โครงสร้างของ PLC
[อ้างอิง http://mte.kmutt.ac.th/elearning/Plc/unit_2.htm ]
" ก็พอรู้จักกับ PLC กันพอคร่าวๆแล้ว !!!
ต่อไปเราจะมาทดลองใช้กันครับ...
โดยเราจะใช้ตัว PLC รุ่น M221 ซึ่งมีที่มีขนาดเล็ก แต่ความสามารถสูง
สำหรับราคาก็สูงพอสมควรนะครับ...
สำหรับราคาก็สูงพอสมควรนะครับ...

Modicon M221
สำหรับคุณสมบัติก็มีหลายอย่างพอสมควร ไม่แพ้ตัวใหญ่ๆ
- ลดเวลาในการสร้างและพัฒนาระบบควบคุมเครื่องจักรเพื่อขาย (Reduce time to market)
- ใช้ SoMachine Basic ซึ่งเป็นซอฟต์แวร์ที่ออกแบบใหม่ ให้ใช้งานง่ายและสามารถดาวน์โหลดให้ใช้ฟรี
- ตัว PLC ถูกออกแบบมาให้ใช้งานง่าย เชื่อมต่อกับอุปกรณ์ได้หลากหลาย และเหมาะสำหรับหลายๆ การประยุกต์ใช้งาน
- ได้ประโยชน์จากการ (Increase profitability)
- สามารถเรียกใช้งานตัวโค็ดที่เขียนไว้แล้วได้ ทำให้ประหยัดน่วยความจำ
- มีฟังก์ชั่นต่างๆ พร้อมใช้งาน ทำให้ประหยัดเวลาในการเขียนโปรแกรม
- สามารถดาวน์โหลดโปรแกรมไปยัง CPU ได้หลายช่องทาง เช่น USB Port, Ethernet Port, SD Card
- มีพอร์ตสื่อสารกับอุปกรณ์ต่อพ่วงต่างๆ เช่น RS232/RS485, Ethernet, CAN, ProfiBus
- ปรับปรุงประสิทธิภาพ (Improve efficiency)
- มีโมดูลให้เลือกหลากหลาย ทำให้เหมาะกับงานที่มีขนาดใหญ่ และงานขนาดเล็ก
- ฟังก์ชั่นประหยัดพลังงาน
- เพิ่มประสิทธิภาพและความเร็วในการทำงาน ด้วย Powerful Processor โดยมีความเร็ว 0.2us ~ 22ns
- ง่ายต่อการประกอบกับระบบอื่นๆ และง่ายต่อการดูแลรักษา (Simplify integration and maintenance)
- สามารถเชื่อมต่อผ่าน Ethernet Port เพื่อแก้ไขโปรแกรม ได้ทุกที่ทุกเวลา ไม่จำเป็นต้องอยู่ที่หน้างาน
- มีฟังก์ชั่นตรวจสอบการทำงานของโปแกรมที่ชาญฉลาด
- สามารถเชื่อมต่อระยะไกลผ่าน Visualization pages
[อ้างอิง : http://www.amda.co.th/products/modicon-plc/]
สำหรับการใช้ PLC เบื้องต้นนะครับ
เราต้องมี 1. PLC
เราต้องมี 1. PLC
2. โปรแกรม SoMachineBasic
3. สาย LAN หรือ สาย link กับตัว PLC
เริ่มจาก เราต้องติดตั้ง โปรแกรม SoMachineBasic ให้กับเครื่องคอมพิวเตอร์ของเราก่อน

ขั้นตอนการทดลองใช้งาน TM221CE16R 4 input 4 output
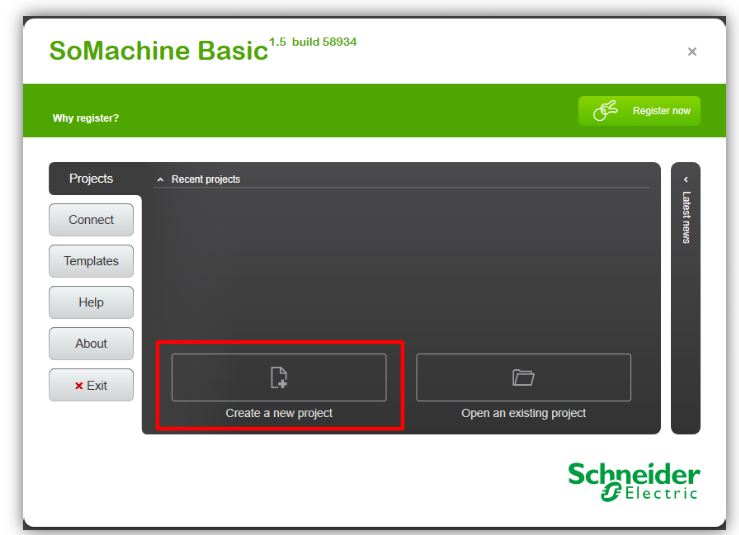
1.เรียกโปรแกรม SoMachineBasic
2.ตรวจสอบและเชื่อมต่อกับคอมพิวเตอร์ กับ PLC



3.ทำการสร้าง Project ขึ้นมาใหม่
4. ตั้งค่ารุ่นของ PLC

5. เลือกที่แถบ Programming เพื่อเขียนเงื่อนไขโปรแกรม ในที่นี้จะใช้ 4 input, 4 output

6. กำหนดเงื่อนไข ของแต่ละ Rung

7. ทำการ login

เพียงแค่นี้เราก็เสร็จของทางฝั่งเขียนโปรแกรมด้วย SoMachine แล้วครับ
แต่ยังไม่เสร็จสมบูรณ์นะครับ เรายังเหลืออีกหนึ่งโปรแกรม ที่ใช้ในการควบคุม PLC นั้นก็คือ VijeoCitect ครับ
" แต่วันนี้หมดเวลาแล้ว จึงขออภัยมา ณ ที่นี้ด้วยครับ เรากลับมาทำต่อ ในสัปดาห์หน้ากันครับ"
ต่อสัปดาห์ถัดไป >>> คลิ๊กที่นี่
#ขอบคุณครับที่เข้ามาชม
ไม่มีความคิดเห็น:
แสดงความคิดเห็น